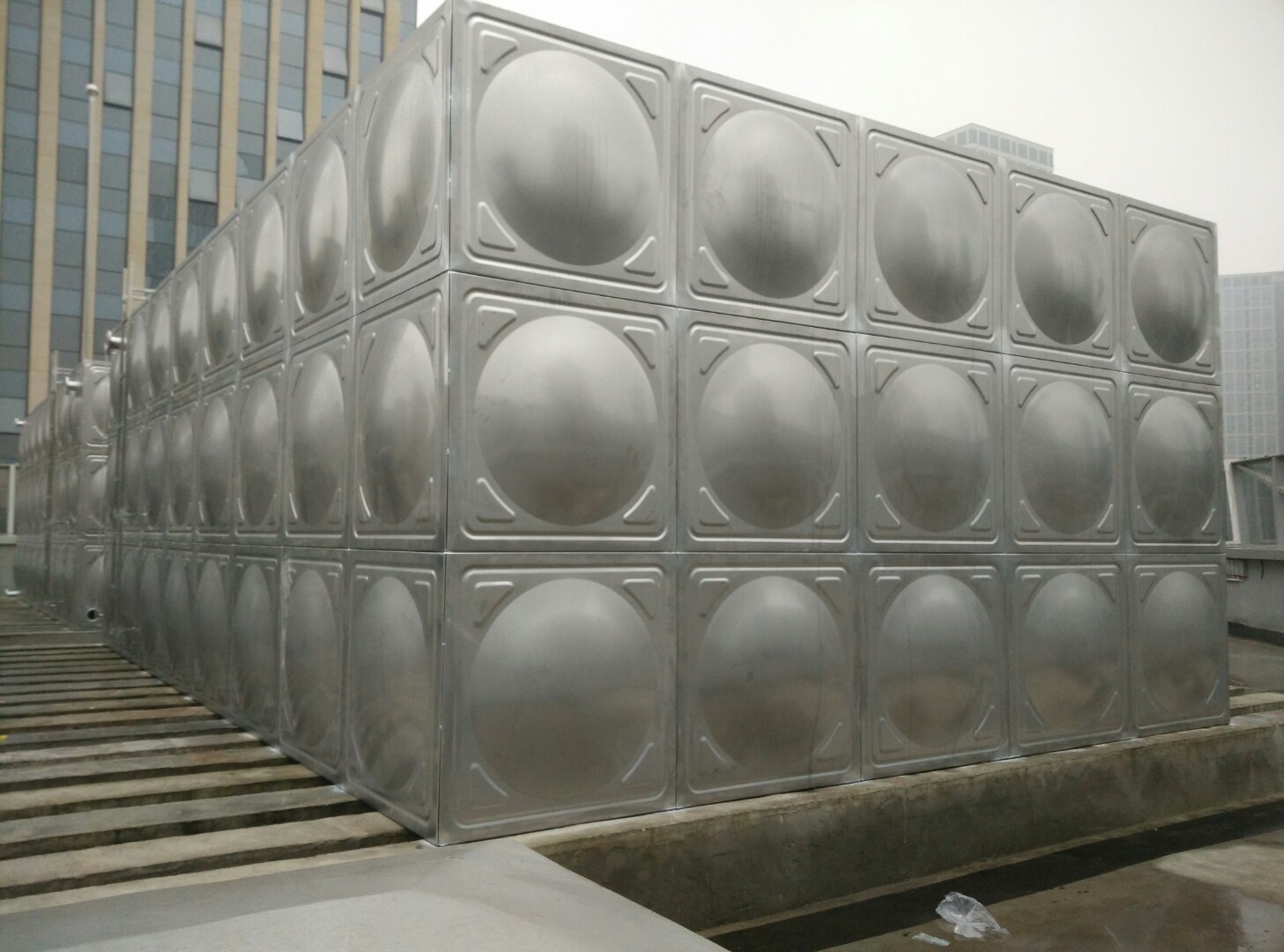
事实上,不锈钢水箱焊接技术的要求相对严格,大多数时候会直接决定成品的使用寿命,这意味着良好的焊接可以延长水箱的使用寿命。具体表现为成品不锈钢水箱组装焊缝应充满,外部组装焊缝平整均匀,无焊接、无孔、钝化处理。
焊接在不锈钢水箱内的焊缝保证无泄漏,一次焊缝成功后无泄漏。
不锈钢水箱顶部的焊接需要完全焊接,不得漏焊或点焊,顶角也应完全焊接。焊接通过亚弧焊和不锈钢焊条进行,严禁不规则焊接。
不锈钢水箱内部支架应折叠成“凹”或“角铁”,无毛刺和快速开口。支架的焊接应完全焊接。严禁点焊,以确保支撑强度。支撑杆间距一般不超过1米,尺寸应满足抗拉强度的要求。对于特殊高度的储罐,支撑杆的尺寸应相应。
10号槽钢焊接不锈钢水箱底盘,确保与水平仪齐平。
不锈钢水箱为水口和水口,应采用SUS304不锈钢无缝钢管和不锈钢法兰焊接。
不锈钢水车孔盖应美观、平整、快速、完全焊接。安装后,开关非常灵活。梯子的材料应确保梯子的力,宽度大于或等于400毫米。焊接和生产时应注意外观和光滑度。
不锈钢水箱安装完成后,需要对水进行测试,看是否有泄漏。我们称之为泄漏检测,因为抛光后的不锈钢水箱焊接板也可能泄漏,所以需要进行检测,这是接收不锈钢水箱的程序之一。
 在线咨询
在线咨询