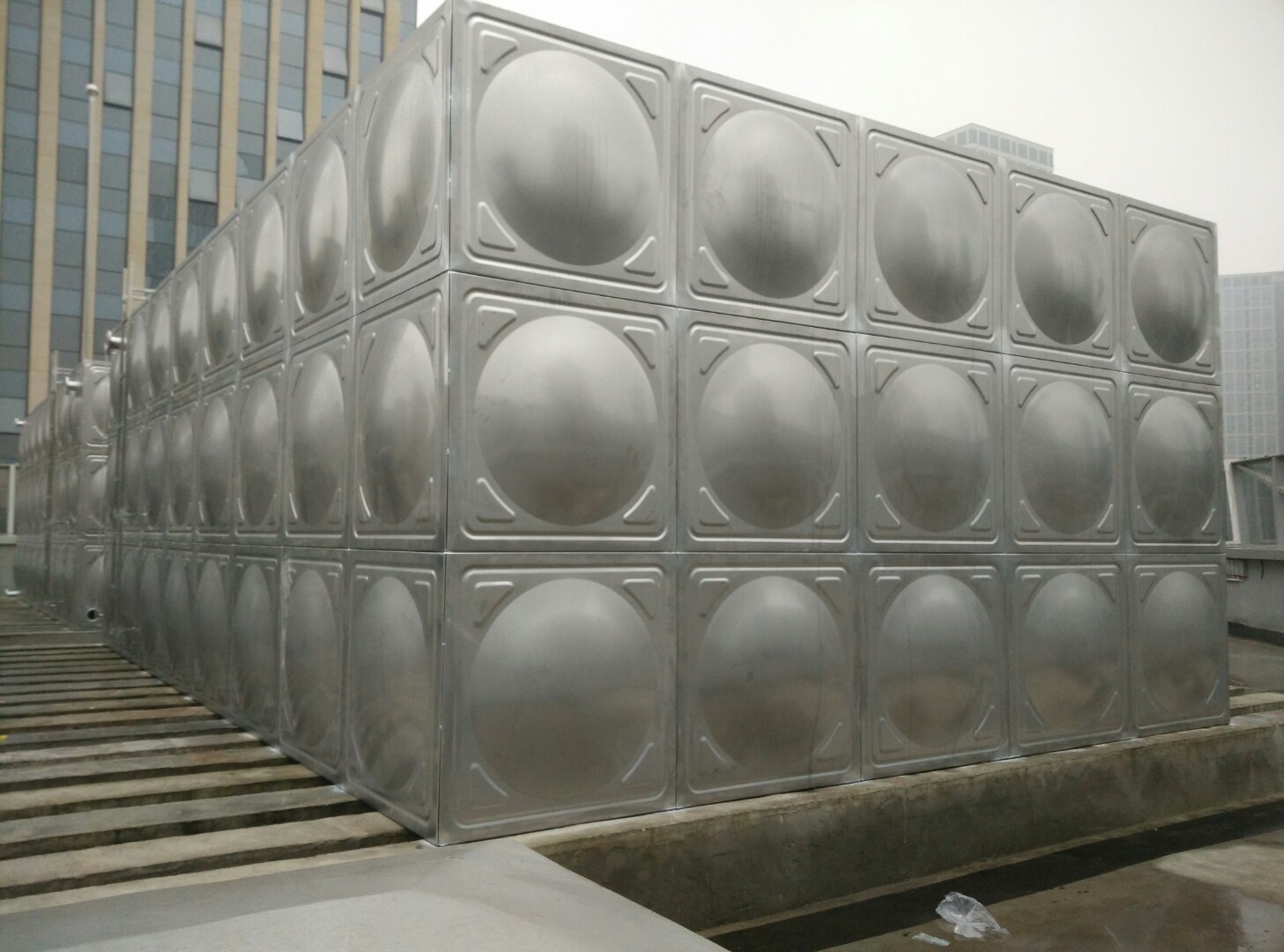
不锈钢板水箱凭借模块化设计、标准化生产及灵活的拼接方式,成为现代储水设备的优选方案。其制作工艺涵盖材料选择、加工成型、焊接组装及检测维护等环节,规格则根据容量需求和应用场景提供多样化选择,以下为具体介绍:
一、制作工艺
材料选择
不锈钢板材质:常用SUS304(食品级)或SUS316L(耐腐蚀性更强)不锈钢板,符合饮用水卫生标准,表面光滑不易滋生藻类,确保水质清洁。
厚度标准:根据水箱容量和使用场景选择板厚,常见厚度为3mm、5mm、7mm等。例如,1-10立方米水箱多采用3mm板,10立方米以上水箱可能采用5mm或更厚板材以增强结构强度。
加工成型
剪角与冲压:通过液压机将不锈钢板剪去四角,冲压出标准尺寸(如1000mm×1000mm、1000mm×500mm、500mm×500mm)的模块,模块边缘平整美观,便于后续拼接。
折弯与拉筋:对模块边缘进行折弯处理(如顶层连接处折45度或切边),并制作拉筋结构以增强水箱整体刚性,防止变形。
焊接组装
焊接方式:
对接焊接:箱顶、箱壁、箱底采用I型(顶板)或V型(底板及侧壁)焊缝,确保焊缝强度与水箱结构匹配。
贴角焊缝:其他连接部位采用贴角焊缝,避免焊缝交叉或与加强肋重合,减少应力集中。
专用设备:使用LB-2-300型不锈钢水箱专用焊机,具备电焊和氩弧焊功能,确保焊缝均匀、无气泡或焊坑。
组装流程:
焊接模块四个折边角,焊缝高度为角部折边的3/5,过渡均匀平滑。
焊接底板,确保焊缝整齐,无渗漏风险。
在底板上组装点焊下侧板,校正对角线长度误差(≤2mm),保证水箱方正。
焊接中上侧模块的纵横拉筋,稳定水箱结构。
焊接顶板,预留人孔位置,最后焊接拉筋立柱。
焊接进出水管管口,确保连接密封性。
检测与维护
满水实验:水箱组装完成后,注满水保持2-3小时,用0.5-1.5千克锤铅轻敲焊缝两侧150mm处,检查是否渗漏。若发现漏水,需重新焊接并再次实验。
定期维护:每月检查水箱内外主件及配件使用情况,每年清洗消毒1-2次,防止水质二次污染。
二、规格参数
标准板材尺寸
常见规格:1000mm×1000mm、1000mm×500mm、500mm×500mm。
特殊需求:可根据项目要求定制非标尺寸,如1500mm×1000mm等。
容量范围
组合式水箱:有效容量4-2000立方米,通过标准板材灵活拼接,满足不同场景需求。
圆柱型水箱:容量0.5-30吨,适用于空间受限或对造型有特殊要求的场所。
方形水箱:容量1-6000吨,可根据场地条件定制长、宽、高尺寸(以500mm为基数调整)。
结构形式
圆弧凸状水箱:传统设计,水流循环顺畅,减少死角。
巧克力式水箱:模块化设计,安装便捷,外观现代。
肋板式水箱:通过加强肋提升结构强度,适用于大容量或高层建筑场景。
应用场景
生活用水:住宅、商住楼、宾馆、学校等日常用水储存。
消防用水:与消防系统联动,提供应急水源。
工业用水:工矿企业生产、冷却水循环系统。
热水供应:搭配保温层,用于太阳能热水系统或锅炉热水储存。
 在线咨询
在线咨询